1.1 Características generales de los
hilos.
Son las características definitorias de los mismos; así
su composición, grosor, elasticidad, regularidad, etc, se han de
expresar con fórmulas estándar, cuantificadas en unidades
normalizadas internacionalmente y que son suficientes para que diferentes
hilos tengan un nombre propio con el que se pueda definir y conocer.
Su composición
Se analiza mediante el microscopio o mediante reactivos específicos
que detectan la presencia de componentes determinados.
El diámetro o grosor
De aquí se determina el TÍTULO o NÚMERO de ese
hilo, y se estudia mediante el aspes y/o la balanza.
El índice de de torsión y de retorsión
Se estudia mediante un aparato específico para este examen,
el torsiómetro, y fija el ÍNDICE DE TORSIÓN de ese
hilo.
Su resistencia
Su medida se expresa en el epígrafe LONGITUD DE ROTURA, que
significa la longitud máxima que un hilo puede alcanzar para que,
suspendido por uno de sus extremos, se rompa por su propio peso. Su fórmula
es la siguiente:
Nm x RESISTENCIA MEDIA
Lr(Km)= -----------------------------------------
1000
El alargamiento
Es la capacidad que un hilo tiene para sufrir un estiramiento sin romperse.
Se da medido por un dinamómetro.
La elasticidad
Es la capacidad para resistir un estiramiento y recuperar su longitud
primitiva una vez cesa el estiramiento.
La regularidad
Se llama regularidad a las variaciones de diámetro que experimenta
un hilo a lo largo de su extension. Lo mide el regularímetro. Y
tiene en su expresión los siguientes puntos de referencia:
Nudos
Gatas (gruesos máximos)
Xemics (gruesos mínimos)
Neps (enmarañamiento de fibras)
Las fibras
Referido este indicativo respecto de la composición de cada
hilo:
Longitud de las fibras que lo forman.
Finura de estas fibras.
Forma y orientación de ellas.
A veces se añaden otros datos.
El acabado
Indicado en el COEFICIENTE DE FRICCIÓN y medido por el frictómetro.
El aspecto
Este dato da una idea del comportamiento del hilo en la prenda (FILOPLANO)
supuesto de estudio.
2. La hilatura
La hilatura es un proceso industrial en el que, a base de operaciones
más o menos complejas, con las fibras textiles, ya sean naturales
o artificiales, se crea un nuevo cuerpo textil fino, alargado, resistente
y flexible llamado hilo. La historia de la hilatura está en el mismo
origen de la utilización que el hombre hizo de las fibras naturales.
En ese origen, la primera herramienta de hilado fueron las propias manos
del hombre que, realizando una sencilla torsión sobre un manojo
de fibras, manufacturó un hilo simple, susceptible de ser hilado
nuevamente, trenzado, o empleado en la fabricación de tejidos. La
hilatura es la manufactura básica de toda la industria textil. Es
lógico que sobre el perfeccionamiento de aquella descanse el desarrollo
de ésta; así, con el paso del tiempo, la tecnología
ha venido haciéndola cada vez más compleja y más precisa,
perfeccionando la hilatura clásica, especializándola
en la consecución de productos singulares, requeridos por motivos
económicos y para fines textiles concretos.
2.1 Fases de la hilatura
Si se observa la operación de hilado en esa sencilla labor con
la que fue segunda herramienta en esta manufactura, el huso de hilar, se
pueden ver las diversas fases que componen el trabajo, desde que la masa
de fibras llega al lugar de ejecución del hilado hasta que el producto
final sale hacia su siguiente destino: cosido o tejeduría. Estas
fases de la hilatura son las siguientes: el desempacado de la masa de fibras,
cardado de las mimas, su peinado o paralelización, trenzado o primera
torsión, la hilatura propiamente dicha, el acabado del hilo y otras
posibles operaciones finales sobre él.
A) DESEMPACADO
Es la primera labor a realizar sobre la fibra cuando ésta sale
del almacén de materias primas y entra en la fábrica de hilaturas,
corrientemente en una sección anexa a la de hilado, no dentro de
la misma planta, por cuestión de operatividad de descarga y de limpieza.
Una vez desatada o abierta la bala de algodón, lana,
lino, etc, se llevan a cabo dos operaciones: las de disgregación
y limpieza. Disgregación. Aplicado a la floca o masa de fibras que
llega para ser hilada. Consiste en la separación de los componentes.
También se llama
abertura de la fibra, porque ésta llega en paquetes donde ha
estado comprimida tal vez largo tiempo.
Limpieza. Eliminación de impurezas mediante la circulación
de aire a alta velocidad.
Con estas dos operaciones se forma lo que en algunos sitios se llama
el batido de la fibra.
B) CARDADO
Después que la masa de fibras ha sido disgregada y se han apartado
de ella las impurezas, la materia prima pasa por un nuevo proceso de disgregación
(el caradado), hasta que cada fibra queda tan sulea que puede recuperar
su forma más natural (rizado, etc.), pero sin perder proximidad
de las fibras entre sí de
forma que se mantiene el batido como masa de fibras. Después
del cardado la materia prima está
completamente limpia y en la forma física adecuada para pasar
a la planta de hilatura y entrar en el proceso de hilado.
-
Mechado: Consiste en el adelgazamiento de la masa o batido de fibras,
que se hace enderezándolas parcialmente, formando una trama delgada
que se suele llamar mecha o cinta cardada. La máquina que hace esta
operación se compone esencialmente de dos cilindros guarnecidos
de un material grueso y entre ellos se hace pasar el batido de fibra.
-
Estirado: De entre los dos rodillos anteriores, sale la mecha de
fibra y pasa por otros rodillos cada uno girando a velocidad algo superior
al anterior, lo que obliga a la mecha de fibras a un mayor adelgazamiento
y homogeneidad.
C) PEINADO O PARALELIZACIÓN
Cuando la estrecha masa de fibras, que es la cinta cardada, es suficientemente
fina, éstas, dentro de ella, son susceptibles de ordenarse y orientarse
en la dirección en que posteriormente se construirá el hilo.
Peinado. Es ordenación de las fibras, aplicada a la cinta cardada;
una fase de hilatura que se hace solamente en caso de fibras largas, por
ejemplo el algodón, y comienza eliminando las fibras demasiado cortas.
De esta fase salen fibras en una primera posición paralela.
-
Doblado: Es regularizar de forma continuada la masa de fibras que
va a entrar en la fase siguiente.
D) TRENZADO O PRIMERA TORSIÓN
Entrelazado de las fibras en la máquina llamada mechera, para
darle la cohesión al hilo resultante. Reduce el volumen del hilo
y perfecciona el paralelismo de las fibras, lo que aumenta su tenacidad
y le proporciona más suavidad en su superficie al dejar sueltas
menos puntas de fibras. La forma en que de aquí sale la fibra se
llama mecha de primera torsión; la masa de fibras ha tomado la primera
forma de hilo.
E) HILATURA
Estirado y torsión, cuando se trata de hilo de un cabo. Es la
operación que concluye haciendo del hilo simple un hilado de fibras
discontinuas. Los hilados de filamentos son casi todos artificiales o sintéticos,
ya que el único filamento natural es la seda, que corresponde a
menos del 1% de la producción de fibras e hilos. La unión
de filamentos, su torsión o ambas cosas a la vez, forman el hilo
de filamento. Estos hilados de filamentos, excepto los especiales, son
lisos (no tienen extremos sueltos y, por tanto, no se da en ellos pilling),
sedosos, con un lustre superior al de los hilos hilados; pero este brillo
varía según la cantidad de deslustrante de la solución
de donde procede la fibra y de cuánta torsión lleve el hilo.
La hilatura convencional: Ha sido un trabajo de
mucha mano de obra, un trabajo manual que no se ha modificado sustancialmente
durante milenios; después de mecanizado, todavía han intervenido
varias máquinas individuales. Desde principios de los sesenta se
utiliza una máquina llamada de hilatura directa, que eliminó
la mechera sustituyéndola por un dispositivo de anillos que tuercen
el hilo a la vez que lo están estirando; produce un hilo más
grueso que si existe la mecha previa.
La hilatura sin torsión: Consiste en pasar
el hilo de primera torsión por una solución de apresto, dándole
así el compacto que se le pide. Son hilos sin resistencia.
La hilatura de autotorsión: Consiste en
que, al salir las fibras de la mechera, se hacen pasar dos mechas juntas
por entre dos rodillos paralelos, que se desplazan adelante y atrás
para estirar las mechas y giran para torcerlas.
|
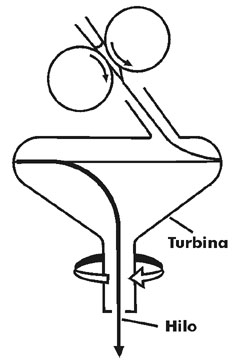
La hilatura de cabo abierto no tiene mechera ni
trenzadora de anillos. En este caso la primera mecha de fibras entra en
un recipiente giratorio a gran velocidad y por el que circula aire para
arrastrar la mecha al colector por donde sale ya con una primera torsión.
|
F) ACABADO
Retorsión, cuando se trata de hilo de varios cabos.
G) OTRAS OPERACIONES
Enconado: devanado en uno o varios carretes en forma de cono,
de donde se desenrollan mejor que en cilindros. El hilo puede ser sometido
a tratamientos mecánicos posteriores a la hilatura: texturizado,
voluminizado,
rizado, ondulado, etc, de acuerdo al tejido que se pretenda
fabricar. Vaporizado, por ejemplo, para el caso de la hilatura sin
torsión, que se vaporiza el hilo con almidón u otro producto.
|
|
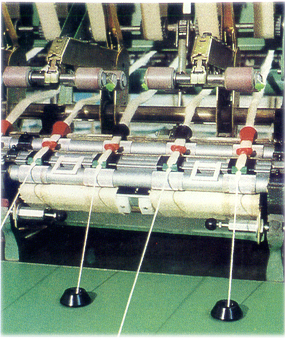 Detalle de maquinaria
moderna de hilatura.
Detalle de maquinaria
moderna de hilatura.
|
2.2 Sistemas de numeración de hilos
Relación Número/Título
La numeración de un hilo es la determinación de un índice
de relación entre el grosor de ese hilo y la longitud y peso del
mismo. Se expresa en términos de longitud por unidad de peso. Hay
varios sistemas para determinar este NÚMERO, sistemas que clasificamos
en dos grupos: sistemas directos y sistemas inversos. |
A) SISTEMAS DIRECTOS
Basados en medir el peso de una longitud determinada de ese hilo. Cuanto
más alto es el NÚMERO DIRECTO de un hilo significa que tanto
más grueso es ese hilo.
NUMERACIÓN TEX (N)
N = Peso en grs. de 1 km. de hilo.
NUMERACIÓN DENIERS
D = Peso en grs. de 9 km. de
hilo.
NUMERACIÓN LANA CARDADA
Peso en grs. de 504 m. de hilo.
NUMERACIÓN CUARTOS DE
ONZA
Peso en cuartos de onza (1 oz = 8,33
grs.) de una madeja de 500 canas catalanas.
(una cana = 777,5 m.)
|
B) SISTEMAS INVERSOS
Basados en medir la longitud de hilo que contiene un peso
determinado. Cuanto más alto sea el NÚMERO INVERSO tanto
más fino será el hilo.
NUMERACIÓN MÉTRICO
(Nm) Indica la longitud
en metros de 1 gr. de hilo.
NUMERACIÓN CATALÁN
(Ncat) Indica el número
de madejas de 500 canas catalanas de hilo que entran en 1,1 libras
catalanas. (1 libra cat. = 440 grs.)
NUMERACIÓN INGLÉS
(Ningl) Indica la
cantidad de madejas de 480 yardas de hilo que entran en una
libra inglesa. (1 yarda = 768 m) (1 libra = 454 grs)
EQUIVALENCIA DE NUMERACIÓN DE HILOS
SEGÚN LOS DISTINTOS SISTEMAS
1.000
566 591
D
N = ------- = ------- = ------
N = ----
Nm
Ncat Ningl
9
2.3 Torsión de los hilos
La torsión de un hilo es el número de vueltas que se
le da por unidad de longitud. Esta torsión, como hemos dicho antes,
tiene como finalidad principal aumentar la cohesión entre las fibras
y conservar de ese modo su posición en esos hilos.
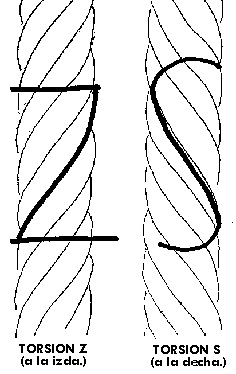
2.3.1 Sentido de la torsión
Por el gráfico se pueden ver las dos formas de torsión:
TORSIÓN EN Z
(vueltas a la izda.)
TORSIÓN EN S
(vueltas a la dcha.)
|
|
2.3.2 Aspectos de la torsión
A igualdad de título de hilado, la resistencia aumenta al aumentar
la torsión, mientras que la elasticidad disminuye. La torsión
es más importante para los hilos de URDIMBRE, dado que deberán
soportar una mayor tensión en el telar. Los hilos de trama no necesitan
tanta torsión.
2.3.3 Valor de la torsión
La torsión que debe llevar un hilo tiene una fórmula
para ser calculada correctamente.
Fórmula en la que:
T es el valor Torsión (número de vueltas
por metro de hilo).
K es el coeficiente del tipo de fibras, coeficiente que
el fabricante de la fibra especifica o que se fija en las tablas llamadas
de K.
Nm es el NÚMERO MÉTRICO,
que ya conocemos.
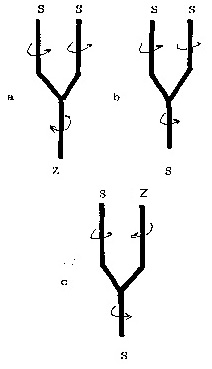
2.4 Los hilos
compuestos
A) RETORSIÓN DE UN HILO DE DOS CABOS
a es retorsión
en el sentido contrario a la torsión de los hilos componentes. Este
es el sistema más empleado porque logra el mayor equilibrio entre
las torsiones de los hilos componentes y la torsión del hilo compuesto
o resultante.
b es retorsión
en el mismo sentido de la torsión de los hilos componentes. Da como
resultado un hilo a dos cabos, de tacto muy seco, de muy poca elasticidad
y con tendencia a enroscarse sobre sí mismo.
c: es el caso de dos hilos
que han sido torcidos en sentido contrario entre sí y que ahora
se retuercen juntos en el sentido de uno de ellos. El resultado es que
queda oculto el hilo cuya torsión se hizo en el mismo sentido que
la retorsión (S) y el otro hilo se
alarga y ondea sobre el anterior.
|
|
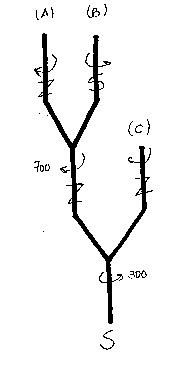
B) RETORSIÓN DE UN HILO DE TRES CABOS
Hilo núm 1 : Cabo (a) de torsión
Z
Cabo (b) de torsión S
EL RETORCIDO Z está
indicado con 700 v.p.m.
Hilo núm 2 : Cabo (c) de torsión
Z
RETORCIDO FINAL: Sentido de S de 300 vpm
(300 vueltas por metro)
|
|
3. Los hilos de coser
3.1 Características principales que definen su naturaleza
y calidad
Número de cabos: Dos, tres cabos, "torzal", "cable".
Torsión: Normalmente es Z, para que no se destuerza
fácilmente.
Solidez del color: Permanencia del color expuesto a la luz,
al lavado, planchado y al frotar o rozar.
Cambios de color: Dicroismo, metamerismo y contraste.
Resistencia, aspecto, regularidad.
3.2 Almacenaje
Como toda la materia textil, los hilos deben almacenarse en un ambiente
limpio y evitando el contacto directo con la luz. Conservar a temperatura
más o menos constante, entre los 15 y 200C y en ambiente entre 40
y 60% de humedad relativa.
3.3 Acabado
La materia textil con que se han fabricado los hilos ha sido determinada
de acuerdo a la finalidad de estos; su acabado en la hilatura tiene por
finalidad conferirle ciertas cualidades que son posibles y deseables para
esa materia textil y fijarlas en los hilos.
-
Hilos de algodón: Si es suave, blanqueado y tintura; si es
pulido, almidonado y frotado; si es mercerizado, baño de sosa cáustica
y tensión.
-
Mezcla de algodón y sintético: Blanqueo, tintura,
gaseado, parafinado.
-
Sólo sintético: Texturado
3.4 Envasado
Fibra cortada: Se envasa en forma de cono.
Filamento: Se envasa en carrete en forma de tubo.
3.5 Numeración de hilos de coser
Número de hilo
Para el algodón: Algodón INGLÉS
(madejas de 768 m. y 454 grs.).
Para el sintético: MÉTRICO
INVERSO (madejas de 1.000 m. y 1.000 grs.)
El Número de etiqueta tiene un significado estrictamente numérico.
EJEMPLOS DE HILOS DE COSER
| NOMBRE |
COMPOSICIÓN |
NÚM. DE HILO |
NÚM. DE AGUJA |
| MARA |
100% poliéster
de fibra cortada |
120/3 70/3 30/3 |
70-80-90 |
| EPIC |
100% poliéster de fibra cortada |
80/30 120/3 |
80-90-100 |
| DRIMA |
100% poliéster de fibra cortada |
70/3 120/3 |
100-110-120 |
| RASANT |
hilo cores-pun
50% algodón
50 %poliéster |
80/3 80/2 120/2 |
|
| SKALA |
100% filamento de poliéster |
65/1 |
|
| GRAL |
Poliéster texturado |
180/1 |
|
| HERRADURA |
100% algodón |
50 |
|
| ÁNCORA |
100% algodón
mercerizado |
25 50 |
|
| WAXON |
100% seda parafinado |
|
|
|
|
4. Clasificaciones normalizadas
de los hilos según la UNE 40-388-83
Con las nociones desarrolladas anteriormente y teniendo en cuenta la
esquematización que se ha hecho de las formas de torsión
y retorsión de los hilos, vamos a realizar una clasificación
específica de los mismos, primero según su composición
y después según su estructura. Esta síntesis clasificatoria
es muy importante, porque sin ella es difícil comprender lo que
es la MECÁNICA DE LOS HILOS en toda la industria textil.
CLASIFICACION DE LOS SEGÚN SU COMPOSICIÓN
Hilo hilado
Hilo monofilamento
Hilo multifilamento
Hilometálico
Monofilamento
Es un hilo formado con fibras de longitud regular o irregular, corrientemente
unidas por la torsión, y en ocasiones también por otros procedimientos
como, por ejemplo, un pegamento textil.
Monofilamento
Hilo formado con un solo filamento, torcido o no torcido, que posee
la suficiente consistencia y elasticidad como para ser tejido, tricotado
o trenzado.
Multifilamento
Hilo formado por varios filamentos, con o sin torsión.
Hilo metálico
Filamento continuo de metal, que se incorpora a la industria textil
una vez recubierto de un material plástico flexible e impermeable.
CLASIFICACION DE LOS HILOS SEGÚN SU ESTRUCTURA
Hilo cableado
Hilo doblado
Hilo texturado
Hilo cubierto
Hilo elástico
Hilo fantasía
|
Hilo simple
Hilo con torsión o sin ella en el cual se puede suprimir esa
torsión en una sola y única operación de destorsión.
Hilo retorcido
Hilo compuesto por varios hilos simples de la misma longitud, que si
están torcidos pueden ponerse paralelos en una sola y única
operación de destorsión.
Hilo cableado
Hilo compuesto por otros varios que están retorcidos mediante
una o varias operaciones de torsión. De los hilos integrantes, al
menos uno ha sido previamente torcido.
Hilo doblado
Hilo resultante de la unión de varios hilos, ya sean simples,
retorcidos o cableados.
Hilo texturizado
Hilo textil continuo, con o sin torsión, con uno o varios filamentos
ondulados; por efecto de la ondulación, tiene un aspecto de hinchado.
El texturizado es un tratamiento dado a los hilos de filamento
continuo, destinado a modificar su estructura y obtener un aspecto de rizado.
Se emplean en estos hilos las fibras SINTÉTICAS de PES,
PA,
PV
y PAN, principalmente; y las fibras ARTIFICIALES de ACETATO
y TRIACETATO.

Hilo texturado

Efecto HB
|
Los hilos texturados se pueden clasificar en
-
modificados: que son hilos de gran elasticidad.
-
voluminosos: de elasticidad normal pero volumen aumentado.
-
bicomponentes: la poliamida-poliéster y el poliéster-poliacrilonitrilo.
Hilo cubierto
Hilo formado por el enrollamiento regular de un hilo, lámina,
filamento o hilo metálico sobre otro que forma un alma.
Hilos elásticos
Pueden ser hilos elásticos solos o recubiertos de fibras naturales
o de filamentos sintéticos. Se utilizan en prendas de deporte, bañadores,
y para cualquier clase de tejidos extensibles.
Hilo fantasía
Hilo que ha sido fabricado deliberadamente distinto de un hilo clásico,
a base de mezclas diversas de materias y fibras para conseguir un aspecto
diferente y emplearlos en la fabricación de tejidos novedosos.
Su composición esencialmente es la siguiente:
-
hilo de alma, es el hilo que forma el núcleo del resultante.
-
hilo de efecto, el destinado a producir la fantasía.
-
hilo de ligadura, es el hilo que sujeta el conjunto.
A los hilos de fantasía, e incluso a los texturados, se les suele
nombrar genéricamente hilos especiales.
EJEMPLOS DE HILOS DE FANTASÍA

Hilos botonné
Lleva a intervalos, más o menos regulares, nudos,
gatas o partes gruesas sobre el hilo de efecto.

Hilos de serreta
Retorcido en sentido contrario de hilos que tienen distinto
grueso.

Hilos de vaguilla o bucles
Efecto de pequeñas anillas o boucles en el hilo
de efecto.

Hilos flameados
En ellos el hilo de efecto está a tramos torcido
y sin torcer.
|
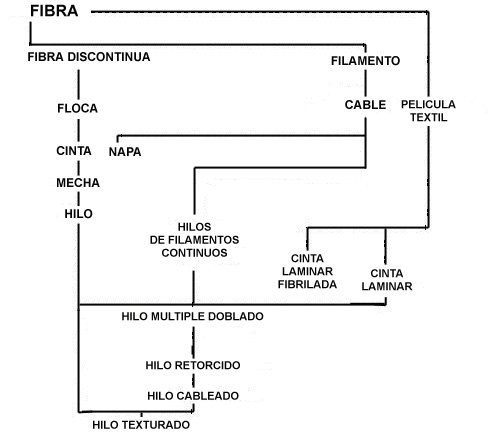
CUADRO ESQUEMÁTICO DE HILOS SEGÚN
LA NORMA UNE 40-388-83
|