Tercera
Parte
La confección |
|
Capítulo
20
El cosido
a máquina
La sección
de plancha |
|
| 1.
FORMACIÓN DE LA PUNTADA. 1.2. Formación de la puntada de
doble pespunte. 2. Puntadas normalizadas en el cosido a máquina.
Tablas
de Puntadas ISO 100, 200, 300, 400, 500, 600. 3. Las costuras. 3.1
Costuras Superpuestas: Clase SS. Tabla de costuras superpuestas
SS 3.2 Costuras Solapadas: Clase LS. Tabla de
costuras solapadas LS (o sobrecargadas) 3.3 Costuras
Ribeteadas Clase BS. Tabla de costuras ribeteadas BS
3.4 Costuras Planas Clase FS. Tabla de costuras planas FS4.
Los pespuntes. 4.1 PESPUNTES DE ACABADO DEL ORILLO: Clase EF. Tabla
de pespuntes de orillado Clase EF. 4.2. PESPUNTE DE ADORNO: Clase
OS. Tabla de pespuntes de adorno o resalte Clase OS. 5. Otras
máquinas de coser. La remalladora. Bordadoras. Los autómatas.
6. La sección de plancha. 6.1 Propiedades textiles de las prendas.
6.2 Elementos de la plancha. 6.3 Sistemas de planchado. |
|
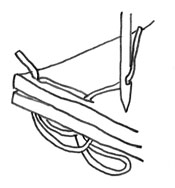
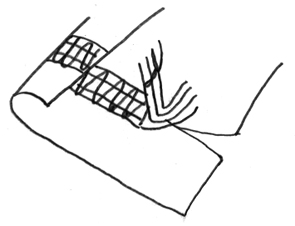
1. Formación de la puntada
Para seguir el estudio de la realización de un cosido a máquina,
tomamos como ejemplo el cosido llamado "de puntada de cadeneta simple",
porque con este cosido se puede explicar y comprender gráficamente
la formación de la lazada mejor que con ningún otro. |
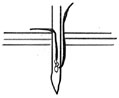
MOVIMIENTO 1
El tejido está parado y prensado sobre la plancha
de aguja. La aguja atraviesa el tejido y desciende al punto más
bajo de su recorrido, llevándose consigo el hilo enebrado en el
ojo.
|
|
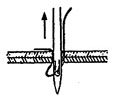
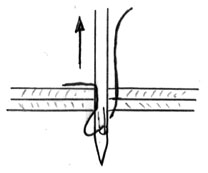
MOVIMIENTO 2
Cede ligeramente el prensado del tejido. La aguja sube;
las capas de tejido frenan al hilo de aguja y éste va abriéndose
como un lazo a medida que la aguja retrocede.
|
|
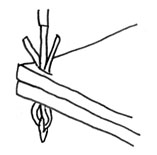
MOVIMIENTO 3
La aguja está fuera del tejido, en su punto más
alto. Vuelve a prensarse el tejido, con la lazada abierta. |
|
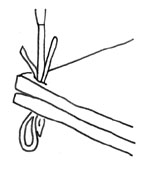
MOVIMIENTO 4
El arrastre traslada el tejido a la posición de
la siguiente puntada; bajo las capas de tejido la lazada quedó doblada
hacia adelante. |
|
MOVIMIENTO 5
El tejido está prensado. La aguja desciende a
través de la lazada anterior. |
|
MOVIMIENTO 6
El tejido sigue prensado. La aguja está en su
punto más bajo. El tirahilos subirá en ese momento, tirando
del hilo de aguja y apretando la lazada alrededor de la aguja. |
|
MOVIMIENTO 7
La aguja sube otra vez, como en la figura del movimiento
2. |
|
MOVIMIENTO 8
La lazada nueva se amplía, como en el movimiento
3. |
|
MOVIMIENTO 9
El arrastre traslada de nuevo el material a la posición
de la puntada siguiente. |
|
|
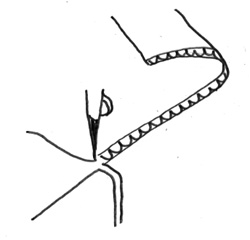
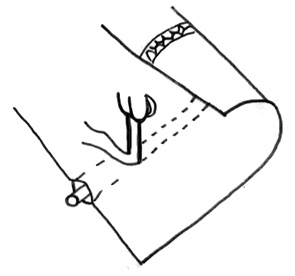
1.2. Formación de
la puntada de doble pespunte
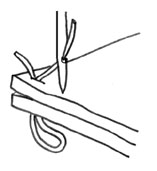
Vamos a coser ahora con dos hilos: uno superior, como en el ejemplo
anterior para la cadeneta simple, más un hilo inferior, que viene
de la canilla o de otro chasis exterior, y que es accionado por el garfio
rotativo. Recordemos que el rotativo da dos vueltas completas durante cada
subida y cada bajada de la aguja. Para el proceso que vamos a seguir partimos
del supuesto de haber antes enhebrado el hilo superior en la aguja y el
extremo del hilo inferior sale del canillero hasta por encima de la plancha
de aguja; los dos extremos de estos hilos, aunque están sueltos,
no anudados, arrancan el cosido estando juntos por encima de la plancha
de la aguja. |
MOVIMIENTO 1A
La aguja ha penetrado en el tejido, llevándose
el hilo superior hasta el punto más bajo de su recorrido

.
|
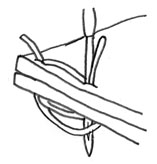
MOVIMIENTO 2A
La aguja sube, y el hilo, frenado en la tela, forma el
lazo
|
MOVIMIENTO 3A
El garfio rotativo penetra en la lazada

|
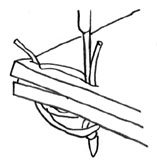
MOVIMIENTO 4A
El garfio agranda la lazada. La palanca tirahilos ha
bajado. La lazada arrastrada por el garfio va a pasar por el hilo de la
canilla.
 . .
|
MOVIMIENTO 5A
El garfio ha abandonado la lazada, que ahora envuelve
al hilo de la canilla; el garfio hará una segunda vuelta para coger
la lazada siguiente. La aguja continúa subiendo. La palanca tirahilos
sube bruscamente para cerrar el punto

.
|
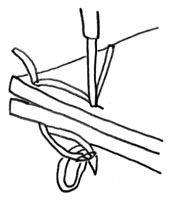
MOVIMIENTO 6A
La palanca tirahilos tensa el hilo de aguja que arrastra
consigo dentro del tejido el hilo de canilla. Los dientes de arrastre llevan
el tejido a la posición de la puntada siguiente; el garfio continúa
su rotación. La
aguja vuelve a descender, los dientes también
y el ciclo vuelve a empezar el punto siguiente

|
|
| |
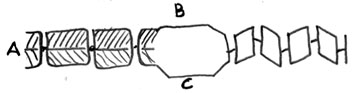
| 2. Puntadas
normalizadas en el cosido a máquina |
Tipos de puntada
| Recordemos que siempre el elemento fundamental, el hilo, es el que
con su tendido construye una puntada. |
 Una
puntada Una
puntada
|
| Si una puntada la repetimos igual y regularmente en uno o en varios
cosidos, habremos establecido un tipo de puntada. |
Una secuencia de puntadas iguales
= un tipo de puntada.
|
Normalizar y clasificar las puntadas es de gran utilidad en la industria
de la confección. Si en una orden de taller la operaria se encuentra
con una serie de piezas que debe coser con la puntada ISO 608, no necesita
más que seleccionar esa puntada en su máquina y, cargando
agujas e hilos precisos, cumplir la orden de cosido; la operación
no necesitará de más aclaraciones.
Respecto al material a coser, la puntada puede formarse según
al menos- cuatro posibilidades:
-
sin material de costura
-
dentro del material de costura
-
a través del material de costura
-
sobre el material de costura.
Puntadas ISO 100, 200, 300, 400, 500, 600.
Mostramos una tabla con
las puntadas más conocidas. Las definiciones y clasificaciones son
coincidentes con la norma ISO. |
|
|
| |
3. Las
costuras
Definición
Una costura se identifica como una secuencia
de puntadas que unen dos piezas de material. En
la confección se hace la costura para unir las piezas según
el orden determinado en la producción de un articulo cosido. Estas
costuras generalmente deben soportar una carga y han de ser siempre similares
en propiedades físicas a las de los materiales que unen. El tipo
de puntada y el tipo de hilo utilizado en cada costura variarán
con cada aplicación. Deberán tenerse muy en cuenta las características
de los hilos descritas por los fabricantes, no sólo en la elección
de cada hilo sino -muy importante- a la hora de hacer combinaciones de
hilos para la operación de costura.
TIPOS DE
COSTURAS
Vamos a estudiar cuatro clases de costuras:
-
COSTURAS SUPERPUESTAS:
CLASE
SS
-
COSTURAS SOLAPADAS:
CLASE
LS
-
COSTURAS RIBETEADAS:
CLASE
BS
-
COSTURAS PLANAS:
CLASE
FS
Los diferentes tipos de costura de
cada clase se identifican con las iniciales mayúsculas de esa clase
(SS, LS, BS, FS) seguidas de una letra minúscula y, separado por
guión (-), con un dígito que indica el número total
de hileras de pespuntes. En las TABLAS DE TIPOS DE COSTURA más comunes,
se representa ésta en sección vertical. Vistas las capas
de material a coser, con bordes doblados o planos. La o las líneas
verticales indican la posición del hilo de aguja con el que hace
el cosido. El número de tipo de costura dado en cada tabla se corresponde
con la norma ISO.
|
3.1. COSTURAS
SUPERPUESTAS:
CLASE
SS
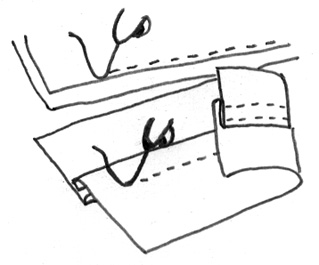
| Estas empiezan generalmente con
dos o mas piezas de material superpuestas una sobre otra y unidas cerca
de un borde por una o varias hileras de pespuntes. Estas hileras pueden
coserse simultaneamente o una tras de otra, con manipulacion intermedia,
con la adición de una cinta o tira estrecha de tejido. Dentro de
la clase SS, los diversos tipos de costura se identifican con letras minúsculas
y el número de hileras se identifica con un número precedido
de un guión (Ejplo.: SSa-1 en la ilustración de al
lado). |
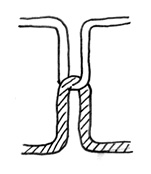
Costura SSa-1
|
La costura lisa más sencilla,
cosida con puntada 301 ó 401, al abrirse no muestra ningún
hilo en la superficie; suele usarse para unir telas tejidas a la plana.
Esta costura puede convertirse en una costura reforzada tipo SSad-3, añadiéndole
una tira de refuerzo y dos hileras más de pespuntes, utilizada cuando
la abertura de costuras o el deshilachado son un problema. La costura
tipo SSa-1 también puede coserse con puntada clase 500 u 800, en
cuyo caso unas cuchillas en la máquina de cortan y pulen los bordes
del tejido a medida que éste es sobrehilado. Esta costura cosida
con una puntada de sobrehilar de una sola aguja clase 500, utilizando un
hilo de recubrir texturizado en las áncoras, es un medio muy eficaz
para producir costuras limpias, suaves y extensibles, para género
de punto en pieza.
Cuando se utiliza la falsa puntada de seguridad clase
500 de dos agujas, o la puntada combinada clase 800 empleando hilos finos
y fuertes, se obtienen costuras límpias y resistentes para lencería. |
La costura lisa
más sencilla,
al abrirse no muestra ningún
hilo en la superficie.
|
Tabla de costuras superpuestas SS |
| |
3.2. COSTURAS
SOLAPADAS
CLASE
LS
En esta clase de costuras dos o más capas de material
se solapan, con los bordes planos o doblados, superpuestos, y se unen con
una o más hileras de pespuntes; estos pespuntes pueden ser cosidos
simultáneamente (máquina de más de una aguja) o uno
a continuación de otro (máquina de una sola aguja). Las costuras
solapadas
(LS) también se llaman sobrecargadas.
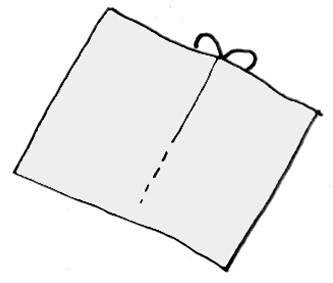
| Una de las costuras más usuales de
este clase LS es la costura sobrecargada tipo LSc-2 ó 3, que comprende
una sola operación de cosido. Es una costura muy fuerte, con los
bordes del tejido protegidos del deshilachamiento. Muy adecuada para la
confección de ropa tejana o blue jeans. |

Costura sobrecargada, Tipo LSc-3
|
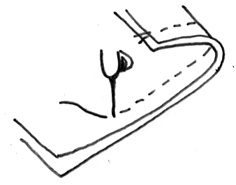
| La costura llamada francesa es del tipo
LSr-2; comprende dos operaciones de cosido con una operación intermedia
de plegado; equivale a una costura superpuesta doblada y con una sola hilera
de puntadas visibles en la superficie. |
Costura FRANCESA,
Tipo LSr-2
|
Tabla de costuras solapadas LS (o sobrecargadas) |
|
3.3. COSTURAS
RIBETEADAS
CLASE
BS
Las costuras ribeteadas se construyen doblando un ribete sobre el borde
de las capas de material y uniendo ambos bordes del ribete al material
con una o varias hileras de pespuntes. Esto produce un borde pulido para
una costura que puede quedar a la vista o debe ser expuesta al desgaste. |
Costura ribeteada Tipo BSc-1
|
Tabla de costuras ribeteadas BS |
|
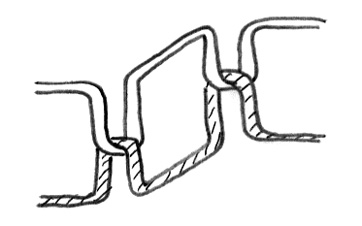
3.4. COSTURAS
PLANAS
CLASE
FS
Las costuras planas también suelen llamarse costuras
recubiertas; en ellas los dos bordes de material, planos o doblados,
se unen siempre y se cosen con un doble pespunte en zig-zag, punto de cadeneta
o punto de recubrir (Clase 600). La finalidad de estas costuras es conseguir
una unión en la que no puede admitirse ningún grosor adicional,
como en ropa interior o corsetería. El hilo o los hilos del
áncora deben ser suaves y a la vez fuertes; el hilo de recubrir
puede ser decorativo pero necesariamente fuerte. |
Ejemplo de costura plana
|
Tabla de costuras planas FS |
|
4. Los pespuntes
Otra forma de unir con hilo de coser es el pespunte.
Los pespuntes se diferencian de la costura propiamente dicha en que éstos
no precisan soportar esfuerzos. Se definen como una secuencia de puntos
aplicados a materiales o piezas compuestas, para el acabado de un orillo,
para fines decorativos o para ambos. Pueden diferenciarse dos clases
de pespuntes:
-
PESPUNTES
DE ACABADO DEL ORILLO: CLASE
EF
-
PESPUNTES
DE ADORNO: CLASE
OS
|
| |
4.1 PESPUNTES
DE ACABADO DEL ORILLO: CLASE
EF
Aquí línea de pespunte se forma en o sobre el borde plano
o doblado del material. Este borde también puede unirse al cuerpo
principal del material en la misma operación.
La más sencilla de estas operaciones es el orillado,
pespunte tipo EFd, en el cual el borde cortado de una capa de material
es reforzado mediante el sobrehilado para pulirlo y evitar el deshilachamiento.
Otros métodos corrientes de producir un borde pulido son los dobladillos
Tipo EFa ó b, y el dobladillo con puntada invisible Tipo EFc ó
m.
Otros pespuntes de esta misma clase son los utilizados para la fabricación
de tubos planos, como tirantes o cinturillas (Ej.: Tipos Efn, p, u). |
Ejemplo de pespunte de orillado
o acabado de orillo
|
Tabla de pespuntes de orillado Clase EF |
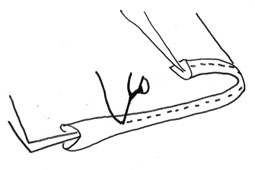
4.2. PESPUNTE
DE ADORNO: CLASE OS
Esta clase comprende una serie de puntadas a lo largo de líneas
rectas o curvas o siguiendo un dibujo ornamental.
Los pespuntes de esta clase sobre tejidos planos se describen como
Tipos OSa. Más complejos son los tipos OSb (ejemplo de la ilustración),
c, y d, que son varias formas de tubos (bordón) para realzar una
línea sobre la superficie del tejido.
El pespunte de los cuellos de las camisas o el picado de las chaquetas
son formas del pespunte Clase OSf. |
Ejemplo de pespunte de adorno
|
Tabla de pespuntes de adorno o resalte
Clase OS |
|
5. Otras máquinas de
coser
La remalladora
 Otro tipo de cosido de gran importancia es el de la remalladora o fileteadora,
que no sólo se utiliza para coser. La característica principal
del cosido en remalladora es que la puntada se hace formando cadeneta a
base de dos, tres y hasta cinco hilos. Ello tiene como consecuencia la
realización de un cosido no rígido sino elástico,
que se puede estirar sin deformarse, muy útil y necesario para el
cosido de telas elásticas. La otra utilidad importante del cosido
con remallador es el refuerzo que con él se hace de los bordes de
las telas que han sido cortadas, eliminado el peligro que tienen de deshilarse.
Para ello, la remalladora está dotada de una cuchilla, situada cerca
del mecanismo de la aguja, que hace un corte límpio de la tela,
en el borde, corte que toma el mecanismo de cosido para remallarlo.
Otro tipo de cosido de gran importancia es el de la remalladora o fileteadora,
que no sólo se utiliza para coser. La característica principal
del cosido en remalladora es que la puntada se hace formando cadeneta a
base de dos, tres y hasta cinco hilos. Ello tiene como consecuencia la
realización de un cosido no rígido sino elástico,
que se puede estirar sin deformarse, muy útil y necesario para el
cosido de telas elásticas. La otra utilidad importante del cosido
con remallador es el refuerzo que con él se hace de los bordes de
las telas que han sido cortadas, eliminado el peligro que tienen de deshilarse.
Para ello, la remalladora está dotada de una cuchilla, situada cerca
del mecanismo de la aguja, que hace un corte límpio de la tela,
en el borde, corte que toma el mecanismo de cosido para remallarlo. |
| Hasta aquí el estudio de la máquina de coser, y de ella
sólo lo que concierne a su funcionamiento, dejando para otro campo
de formación profesional lo que atañe a su diseño
y fabricación e incluso a su mantenimiento. En cuanto a lo último,
el mantenimiento, si bien es una cuestión fundamental y que se realiza
en los propios talleres de confección, corresponde a los mecánicos
de taller que, además de atenerse a la dirección del mismo,
deben seguir sobre todo las instrucciones concretas del fabricante de la
máquina para su engrase, mantenimiento y repuesto. |
|
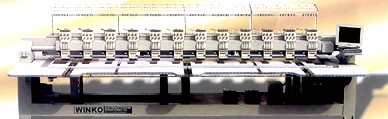 |
Máquina
bordadora de 20 cabezales, informatizada. Capacidad de 6 o más colores
por cabezal (un color en cada aguja que borda, con cambio de la aguja automático.
Area del bordado
por cada cabeza: 400mm/ 300mm/ 240mm por cada dirección.
Velocidad
de costure hasta 750 puntada por minuto.
Para de coser
con hilo roto y recose al reponerse en marcha.
Tien en su
software más de 200.000 tipos de cosido.
|
|
Los autómatas
En los talleres de confección, cuando estos tienen cierta embergadura
de producción, nos econtramos otras máquinas de coser que
hacen funciones específicas, integradas en cadenas de producción
donde realizan únicamente labores parciales como coser cuellos o
puños, pespuntear vistas, coser pinzas, ojales, obrehilar piezas,
bordar, etc., haciéndolo, además, de forma totalmente automática.
Por ello a estas máquinas se les da el nombre genérico de
autómatas.
Normalmente están formadas por cabezales, como los de la máquina
de coser que hemos estudiado antes, a los que se ha añadido una
serie de mecanismos movidos a mano, por electricidad o fuerza neumática,
o combinación de varias fuerzas motrices. |
|
|
6. La sección de plancha
En el final del proceso de confección está situada la
sección de plancha, que tiene por finalidad conferirle a la prenda
las características necesarias de acabado final y buena presentación
para ser situada en el punto de venta. El planchado de una prenda debe
producir en ella dos efectos:
Eliminar las arrugas resultantes de las distintas manipulaciones de
montaje y costura. Darle la forma especial que la prenda debe llevar conforme
al diseño de la misma, o formas especiales parciales en cuello,
mangas, solapas, etc.
El planchado de una prenda consiste en la combinación de
los efectos que tres agentes físicos producen sobre la misma; estos
agentes son:
La actuación de estos tres agentes suele ser combinada en forma
y cantidades variables; según sea la composición textil de
la prenda puede requerir más presión y menos vapor, o más
o menos calor en la plancha, vapor a mayor o menor temperatura y con mayor
o menor humedad (sólo vapor o vapor más agua caliente).
Según las cualidades textiles de la pieza a planchar, según
la naturaleza de la fibra que la compone, pueden darse básicamente
tres supuestos de planchado:
-
Fibras artificiales y/o sintéticas
-
Fibras naturales animales
-
Fibras naturales vegetales
Según la pieza que planchamos, en la industria pueden darse dos
tipos de plancha:
-
plancha de fases de confección
-
plancha de prenda acabada
La plancha de fases de confección o plancha de proceso
se realiza durante el proceso de fabricación de la prenda y las
más frecuentes consisten en abrir costuras, conformar vistas, cuellos,
repasar pespuntes y mangas. Estas operaciones se realizan manualmente o
con automatismos y tienen lugar en la sección de costura, con proximidad
a cada operación de confección.
La plancha de prenda acabada o plancha final se realiza una
vez confeccionada y revisada la prenda, con ojales, botones, broches, etc.,
y tiene lugar en la sección de plancha.
Puesto que en el planchado se somete el textil a poderosos agentes de presión,
vapor y calor, estos deben actuar de forma rápida y breve, para
no dañar o debilitar los tejidos. La pieza humedecida y calentada
debe secar y enfriarse enseguida; y se debe evitar que nuevas deformaciones
actúen sobre la prenda; de lo contrario, el efecto formal conseguido
puede retrotraerse además de alterar el tejido. Para esto debe cuidarse
que las prendas planchadas sean depositadas en un ambiente ventilado y
que no se sometan a estiramientos o presiones posteriores. Hasta veinte
o más horas de haber pasado una prenda por la plancha no se considera
definitivo el planchado de la misma; en este tiempo la prenda se asienta
en las tensiones a que ha sido sometida y el tejido se ambienta al lugar
en que se encuentra. |
|
6.1 Propiedades textiles de las prendas
Consideramos un esquema básico de la constitución
del material con que se ha confeccionado la prenda, cuestión
que es absolutamente necesaria tener en cuenta a la hora del planchado:
-
Prendas de composición fibra artificial sintética
-
Prendas de composición fibra animal
-
Prendas de composición fibra vegetal
Prendas de composición fibra artificial sintética
Las prendas que en su totalidad o en una gran porcentaje contienen
fibra artificial, sintética o ambas son las más abundantes
por las propiedades que esta materia prima posee de permanencia de la forma
y de bajo coste. Las propiedades finales de la prenda depende del porcentaje
que el textil lleve de fibra sintética, artificial y natural. Pero
ante el caso de la plancha, hay que tener en cuenta siempre la clase de
fibra más susceptible de ser atacada por el calor, vapor o presión.
Por tanto, vamos a reducir este grupo de prendas al de un supuesto único
de fibras sintéticas, con tal que tengan algo de éstas en
su composición.
La primera consideración de las fibras sintéticas ante
la plancha es que tienen una forma muy regular, que suele ser cilíndrica;
forma que debe evitarse alterar.
La segunda es que su índice de absorción de humedad es
muy baja; resulta casi indiferente aplicarles calor seco o húmedo;
ante los dos responden por igual. Si en la composición hay fibra
natural, se seguirán las recomendaciones pertinentes a esa fibra.
La tercera es su propiedad de reblandecerse (recuérdese que
son fabricadas en hilado por fusión); tal propiedad pue ser aprovecha
en el proceso final de planchado para darle a la prenda una forma concreta,
siempre que el calor aplicado se menor que su temperatura de fusión,
que la deformaría.
Prendas de composición fibra animal
La lana vale como ejemplo para el estudio de este caso. El rizado natural
de esta fibra es una cualidad que permanece en los tejidos y las prendas
con ella confeccionadas.
La lana es la fibra textil con mayor índice de absorción
de humedad. Su excelente cualidad de elasticidad se mantiene a una cierta
constante de humedad ; si está demasiado seca deja de ser elástica
y propensa a cargarse de electricidad estática. Se comprende que
la respuesta de la lana al planchado es muy distinta según sea con
calor húmedo o seco:
-
Con plancha de vapor de 100oC la lana toma fácilmente la forma que
se le comunica y la conserva una vez enfriada y seca; es la temperatura
aconsejable para el planchado doméstico. Con vapor entre 120-130oC
esta respuesta es inmediata; es la temperatura usual en el planchado industrial.
-
Con temperatura de vapor superior a los 130oC la lana amarillea, porque
se descompone la queratina.
La lana debe ser planchada con vapor y no con calor seco.
Prendas de composición fibra vegetal
El algodón una vez ha entrado en el proceso textil está
seco y, por ello, la característica formal de la fibra, que es ya
plana, por el ensanchamiento de los bordes suele quedar aún más
aplastada y con algunas vueltas de torsión. Pero siempre en el algodón
conservado en condiciones normales quedará un porcentaje de humedad,
en torno al 7,8% de su peso, considerado como natural. La longitud de su
fibra y su finura permiten que del hilado salga un hilo muy fino y regular,
doble cualidad que permanece en el tejido. Esa humedad natural es indispensable
para las buenas cualidades textiles del algodón: suavidad, brillo,
elasticidad y resistencia.
La respuesta de un tejido ante el planchado se pueden diagnosticar por
un método que puede parecer burdo, por lo elemental, pero bastante
fiable: oprimiendo dentro de la mano tejidos de algodón, lino, lana,
seda o sintético, se comprueba cómo unos tejidos recuperan
fácilmente la forma después de soltarlos y otros no. La elasticidad
de una fibra o tejido es el grado de facilidad con que recupera su forma
al dejar de ser oprimida.
En el caso del algodón, que en su composición química
alcanza la celulosa más del 90%, la higroscopicidad es una característica
fundamental a tener en cuenta a la hora de confección y conservación
de la prenda. Una de prenda de algodón bien planchada mantiene muy
buena apariencia por mucho tiempo. Pero, más aún, la alta
higroscopicidad permite moldear la prenda de algodón en el planchado,
después o durante la confección, a partir de los 100oC de
vapor; incluso puede soportar los 300oC de vapor sin ser dañada,
ya que en breves instantes el tejido se enfría por causa de la rápida
evaporación.
El algodón es más arrugable que la lana; necesita más
presión en la plancha para eliminar en él las arrugas. Otras
fibras vegetales, el lino sobre todo, es aún más propenso
a la arruga. |
|
6.2 Elementos de la plancha
Consideramos en principio la herramienta de planchar sin darle una
forma determinada, ni la de esa común plancha doméstica ni
la más compleja plancha industrial, prensa de vapor, etc. Analizamos
únicamente el instrumento o herramienta plancha como un complejo
físico de varios elementos; en este complejo se basan los más
variados tipos de plancha de confección, ya sean industriales eficaces
o caseros sofisticados. Veamos el conjunto de la herramienta plancha,
componiéndola con cada elemento:
-
sporte inferior de la plancha
-
mullido inferior
-
recubrimiento del plato inferior
-
recubrimiento del plato superior
-
plato superior
SOPORTE INFERIOR
Es un elemento fijo y resistente, generalmente metálico, rígido,
con superficie plana, curvada o de otras formas. Esta superficie suele
estar perforada o en forma de rejilla, al objeto de permitir el paso del
vapor a través de ella durante la plancha, lo mismo que la circulación
de aire una vez que cesa la acción de la plancha y facilitar así
el enfriamiento rápido de lo planchado. La finalidad de este elemento
es darle la forma que se desea a la pieza de tela o a la parte de prenda
que se plancha; puede ser aplanarla, desarrugarla o incluso moldearla.
MULLIDO INFERIOR
Es una capa de material que debe tener una propiedad idéntica
a la del soporte inferior, debe ser poroso, más otras dos propiedades,
elástico y esponjoso. La pieza puede ser un grueso tejido de algodón
(muletón, de hilos poco torcidos) o de un material sintético
esponjoso (espuma sintética). Su finalidad es amortiguar el contacto
que podría ser violento entre el tejido planchado y el soporte metálico
inferior y eliminar las rugosidades superficiales que pudieran ser consecuencia
de las perforaciones del soporte inferior. Este elemento más el
anterior, el soporte inferior, es lo se llama plato inferior de la plancha.
RECUBRIMIENTO DEL PLATO INFERIOR
Es una funda que cubre la parte vista del plato inferior. Al igual
que el mullido, su superficie es tersa, sin protuberancias, arrugas ni
nudos. Es el elemento que entra en contacto directo con la prenda o tela
a planchar. Suele ser de un tejido de algodón, popelín o
batista, o sintético altamente resistente al calor seco o húmedo;
además, debe ser fácilmente desmontable, para limpieza o
sustitución. Su finalidad es conferirle a la pieza planchada el
acabado plano que se desea.
RECUBRIMIENTO DEL PLATO SUPERIOR
Elemento este que es idéntico al anterior y con la misma finalidad:
una pieza de tejido que durante la plancha se sitúa directamente
sobre la pieza a planchar.
PLATO SUPERIOR
A diferencia del soporte inferior, este es móvil, pero también
deber ser resistente. Adaptable o complementario a la forma del soporte
inferior. Perforado para canalizar el vapor y, por la misma razón
que el plato inferior, recubierto de material elástico y esponjoso.
|
|
6.3 Sistemas de planchado
Los descritos anteriormente son los elementos universales de planchado.
Pero, lo mismo que en el planchado casero se observa que las necesidades
de plancha son distintas para cada prenda y clase de tejido, la industria
de la confección ha especializado las herramientas o máquinas
de planchado según finalidades concretas.
En el planchado doméstico, los que hemos descrito como plato
inferior, más el recubrimiento, es lo que constituye la tabla de
planchar, o lo que preparamos para planchar sobre otra mesa cualquiera
del hogar. El complejo del plato superior queda reducido a la plancha doméstica,
de vapor o seca, que se acciona manualmente y se mueve en todas direcciones,
más el paño que solemos poner (siempre es mejor ponerlo)
sobre la tela que planchamos.
La herramienta de plancha más compleja es la que permite, en
una sola operación o de un solo golpe de plancha, planchar una prenda
completa como si se llevara puesta. En este caso los platos son: uno el
maniquí sobre el que se coloca la prenda y por el que circula el
vapor de dentro a afuera del maniquí, y otro es el molde exterior
que presiona la prenda sobre el maniquí.
El término medio es la plancha industrial, el complejo formado
por los elementos plato inferior, plato superior más los recubrimientos
de ambos. En este caso el plato superior tiene un movimiento ascendente,
para situar sobre el plato inferior la tela a planchar, y descendente hasta
presionar la tela entre ambos platos e insuflar sobre ella el vapor. Esta
plancha industrial puede tener complementos para planchar por separado
partes de la prenda: mangas, solapas, cuellos, etc.
En un taller de confección se utilizan los tres tipos de plancha
o las tres clases de herramientas de plancha: manual, industrial y sobre
maniquí. Y lo que distingue mejor la plancha doméstica de
la de una industria de confección es la profesionalidad del operario
de plancha; una profesionalidad que se traduce en calidad, rapidez y eficacia
de planchado. Aparte de ello, naturalmente, las herramientas industriales
de plancha van más dotadas de automatismos parciales que ejecutan
o controlan las operaciones de plancha.
El abaratamiento y perfeccionamiento de los electrodomésticos
permite que en el planchado casero se estén utilizando también
los tres sistemas. A la plancha doméstica convencional se le ha
dotado de expendedor de vapor, regulación de temperatura y acabado
superficial de gran calidad; igualmente hay planchas industriales para
el hogar y, en los últimos tiempos, máquinas productoras
de vapor, que con varios y diversos complementos adecuados permiten planchar
una prenda colgada, sin tenderla sobre la tabla de planchar. |
|
| capítulo siguiente |
index de esta
parte
index general
de la obra |